全自動燙金機燙印工藝生產(chǎn)工藝注意事項
2022-03-02 17:17:59
發(fā)布者:燙金機
1492
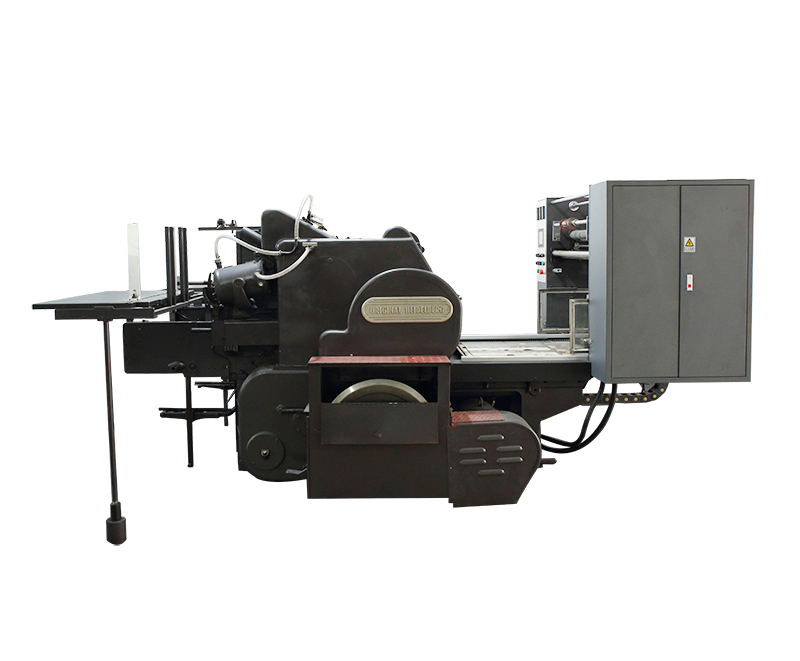
如今����,隨著工業(yè)快速的發(fā)展�,燙金在中國得到迅猛發(fā)展�����。燙金工藝是一種不用油墨的特種印刷工藝,所謂燙金是指在一定的溫度和壓力下將電化鋁箔燙印到承印物表面的工藝過程��,燙金機就是完成燙金工藝的設(shè)備��。今天由深圳好時達廠家為大家介紹全自動燙金機燙印工藝生產(chǎn)工藝注意事項:
1.裝料
模壓前先裝好的待壓材料���,使全息圖案位于薄膜中央。對于不合要求的材料,如卷材偏心���、松脫等���,要重新處理合格后方可上機,否則影響同步調(diào)節(jié)��。
2.裁版與裝版
全息金屬模版的裁切與安裝對模壓生產(chǎn)極為重要����,在很大程度上決定了模壓全息質(zhì)量。首先要根據(jù)實際圖案裁切金屬模版����,對平壓方式而言,壓印面積不宜超過10cmx10cm;對滾壓方式而言�����,應(yīng)保證壓印尺寸滿足裝版所需的尺寸����。若裁切邊緣不平整光滑,可用細砂紙打磨����,防止損壞模輥����。然后測量模版厚度�����,每邊至少取3個測量點�。對于不合要求的模版不能上機。裝版時應(yīng)盡量將模版裝在模壓機的中央位置����,便于均勻調(diào)整壓力。保證模輥與模版之間沒有異物����。對于滾壓裝版時不能太松太緊,否則模版易變形或破裂�����。
3.溫度設(shè)定
模壓溫度應(yīng)根據(jù)原材料的種類����、壓力和生產(chǎn)工藝速度而設(shè)定����。若溫度過高則原料易變形和鋁粉易脫落;溫度過低則模壓圖像不清楚完整����。聚酯薄膜高彈態(tài)在150℃左右����。PVC硬膜在70-150℃模壓質(zhì)量最好。全息壓印膜的模壓加工條件與聚酯薄膜類似�,而原材料厚度一般在30-50μm之間。故對滾壓的壓力輥溫度設(shè)定在100℃左右為好����,模壓輥溫度在150℃左右。
4.張力與壓力
對于模壓卷材�,模壓前先調(diào)節(jié)放卷與收卷的張力,使薄膜張緊不抖動����,以便能平整地壓印出產(chǎn)品。一般情況下����,初始放卷�����、收卷時����,若張力過大����,收卷易起皺,產(chǎn)生“暴筋”等現(xiàn)象;若張力過小����,則收卷不平整,也易產(chǎn)生皺褶�。壓力應(yīng)根據(jù)原材料種類、模壓溫度和模版的情況而定���。壓力過高�,模版易損壞�����,鋁粉脫落;壓力過低,模壓圖像不清楚完整�。對于圓壓圓,兩邊的壓力輥的壓力一般初始為68.947kPa左右����。模壓開始后,慢慢均勻地加大壓力輥壓力在0.34-0.41MPa比較適合���。
5.同步調(diào)節(jié)
同步調(diào)節(jié)對全息圖產(chǎn)品中的質(zhì)量保證很重要。若模壓設(shè)備沒有自動調(diào)節(jié)裝置���,模壓開始后應(yīng)仔細檢查模壓圖像���,小幅度調(diào)節(jié)同步裝置至模壓同步為止。在生產(chǎn)過程中應(yīng)作不斷調(diào)整保持模壓同步��。
6.其他
熱塑性材料在加工過程中都會產(chǎn)生大量的靜電���,會吸附粉塵�,影響模壓質(zhì)量壽命�����。同時模壓機在高溫高壓下運轉(zhuǎn)�,粉塵對機器危害極大��,故模壓車間需無塵����,溫濕度適宜����,停機后應(yīng)加蓋防塵罩并定期作常規(guī)維護。
此文關(guān)鍵詞:









 點擊咨詢
點擊咨詢
 13602540787
13602540787